


विवरण

एल्युमिनियम इन्गटको लागि फेस मिलिङ कटर
उत्पादन अवलोकन:
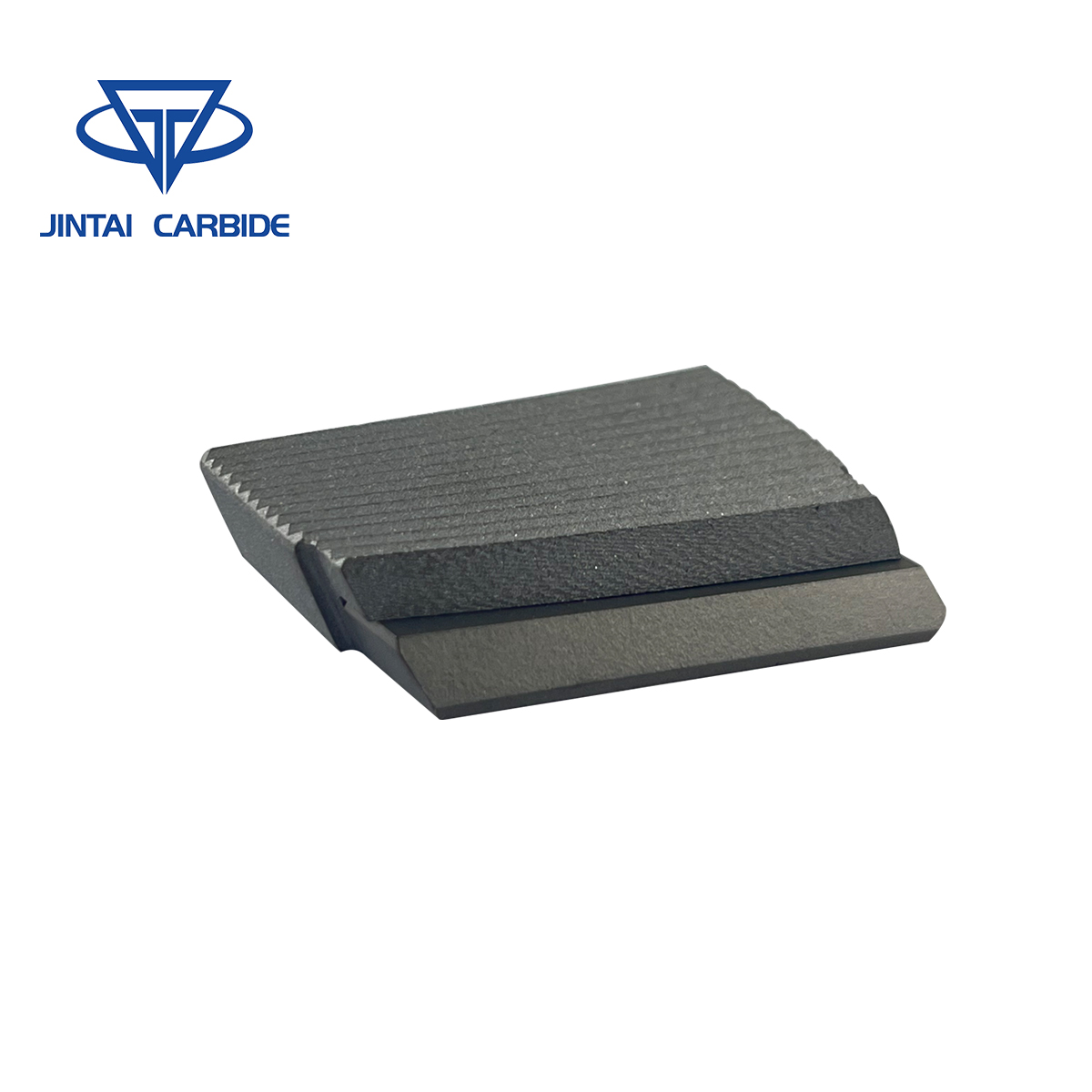
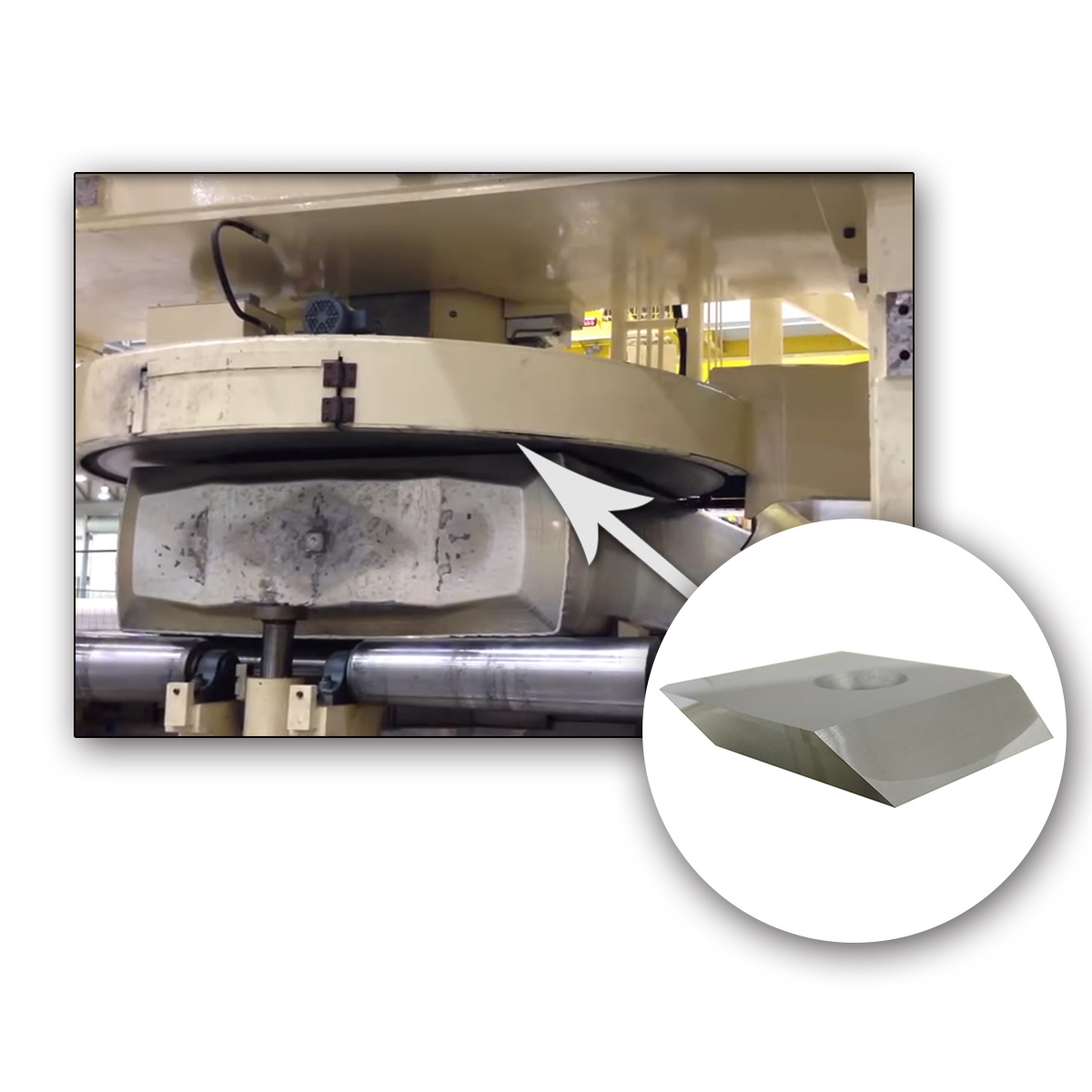
एल्युमिनियम इन्गट फेस मिलिङ कटर तातो रोलिङ अघि सतह मिलिङको लागि डिजाइन गरिएको हो
एल्युमिनियम ingots को प्रक्रिया। एल्युमिनियम सामग्री फेस मिलिंग कटर श्रृंखला कुनै न कुनै समावेश छ
मिलिङ कटर, सटीक मिलिङ कटर, र लेपित मिलिङ कटर। कुनै न कुनै मिलिङ कटर
रफ ब्ल्याङ्कको बल्क मिलिङका लागि प्रयोग गरिन्छ। परिशुद्धता मिलिङ कटरलाई सुधार गर्न प्रयोग गरिन्छ।
एल्युमिनियम इन्गट्सको सतहको चिल्लोपन। लेपित मिलिङ कटरले ब्लेडको पहिरन प्रतिरोध र आयु बढाउँछ।
उत्पादन सुविधाहरू:
1, मिलिङ किनारा तीखो छ, फलस्वरूप मिल्ड एल्युमिनियम इन्गट मा एक चिल्लो सतह, राम्रो संग
प्रशोधन स्थिरता।
2, ब्लेडको उच्च घनत्व र स्थिरता छ, उत्कृष्ट प्रभाव प्रतिरोध र पहिरन प्रतिरोध प्रदान गर्दै।3, ब्लेड सतह राम्रो चिल्लोपन छ, एक गैर-चिपकने र गैर-जल्ने मिलिङ प्रक्रिया सुनिश्चित गर्दै।
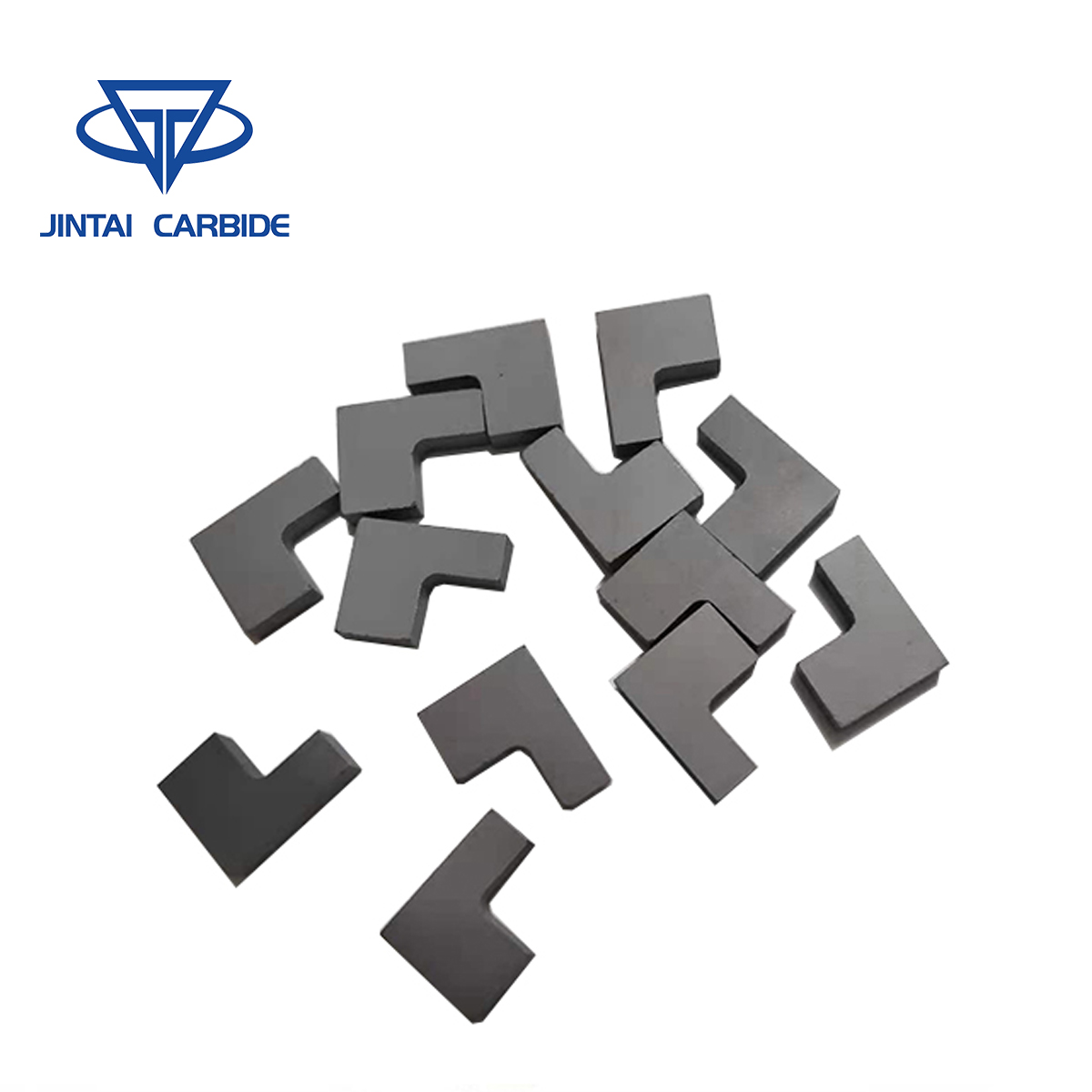
रफ मिलिङ कटर:

| अर्डर कोड | आयाम (मिमी | ||||
| L | R | d | S | s1 | |
| JT6206-L | ३७.४ | 3 | 7 | 8 | 2 |

| अर्डर कोड | आयाम (मिमी) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | २.४ | ०.६५ | ८.२ | ७.२ |
मिलिङ कटर समाप्त:

| अर्डर कोड | आयाम (मिमी) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| JT6027 | ३७.४ | ३७.०८ | 3 | ७३० | 8 | 2 | ७.४ |
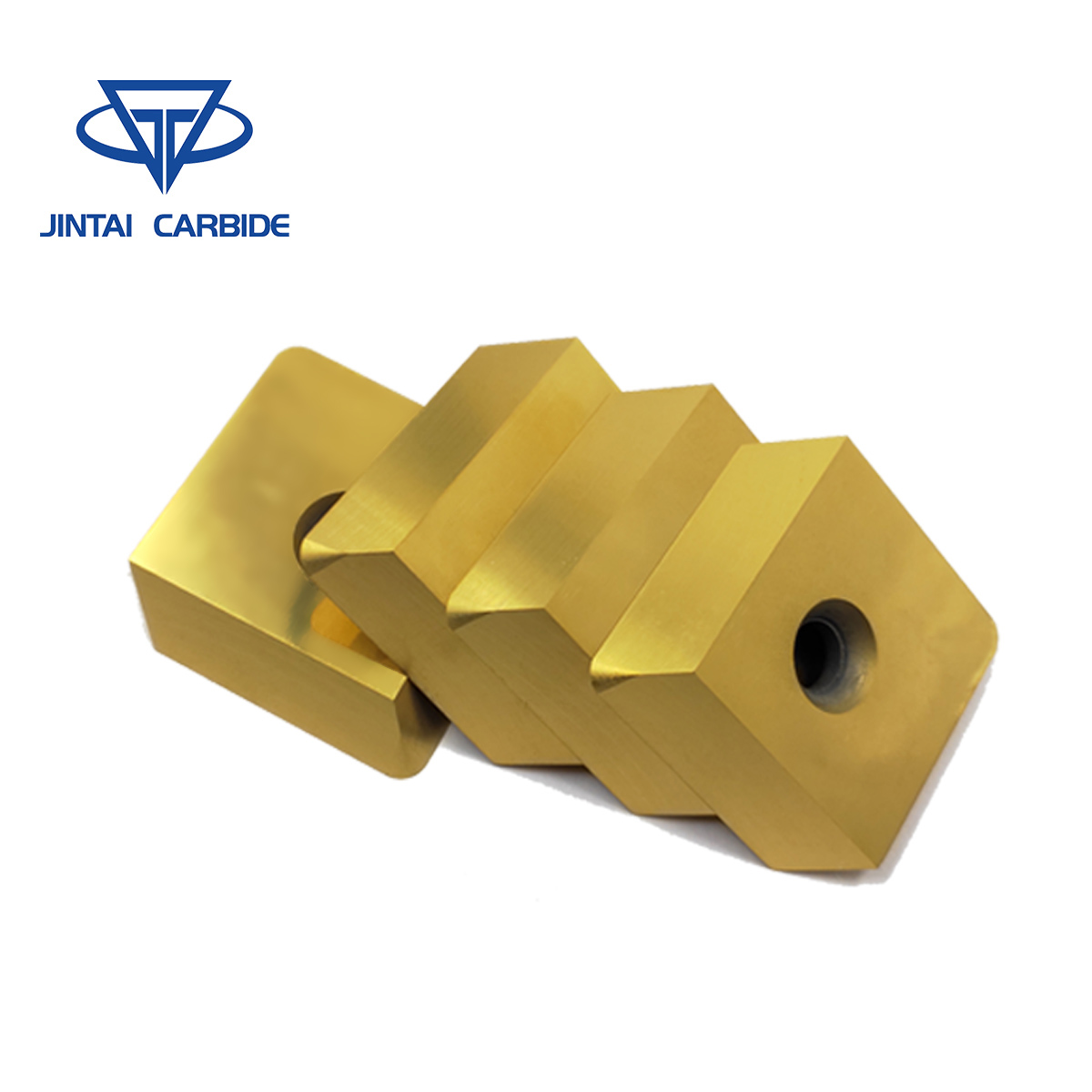
लेपित मिलिङ कटर:

ग्रेड सूची
| ग्रेड | आईएसओ कोड | भौतिक मेकानिकल गुणहरू (≥) | आवेदन | ||
| घनत्व g/cm3 | कठोरता (HRA) | TRS N/mm2 | |||
| YG3X | K05 | १५.०-१५.४ | ≥९१.५ | ≥1180 | कास्ट आयरन र अलौह धातुहरूको सटीक मेसिनिंगको लागि उपयुक्त। |
| YG3 | K05 | १५.०-१५.४ | ≥90.5 | ≥1180 | |
| YG6X | K10 | १४.८-१५.१ | ≥९१ | ≥१४२० | कास्ट आइरन र अलौह धातुहरूको परिशुद्धता मेसिन र अर्ध-फिनिशिंगको लागि उपयुक्त, साथै म्यांगनीज स्टील र क्वेन्च्ड स्टीलको प्रशोधनका लागि। |
| YG6A | K10 | १४.७-१५.१ | ≥९१.५ | ≥१३७० | |
| YG6 | K20 | १४.७-१५.१ | ≥८९.५ | ≥१५२० | सेमी-फिनिसिङ र कास्ट आइरन र हल्का मिश्र धातुको रफ मेसिनिङका लागि उपयुक्त, र कास्ट आइरन र कम मिश्र धातु इस्पातको रफ मेसिनिङका लागि पनि प्रयोग गर्न सकिन्छ। |
| YG8N | K20 | १४.५-१४.९ | ≥८९.५ | ≥१५०० | |
| YG8 | K20 | १४.६-१४.९ | ≥८९ | ≥१६७० | |
| YG8C | K30 | १४.५-१४.९ | ≥८८ | ≥1710 | रोटरी प्रभाव चट्टान ड्रिलिंग र रोटरी प्रभाव चट्टान ड्रिलिंग बिटहरू इनलेइङको लागि उपयुक्त। |
| YG11C | K40 | १४.०-१४.४ | ≥८६.५ | ≥2060 | कडा चट्टान संरचनाहरू सामना गर्न भारी शुल्क रक ड्रिलिंग मेसिनहरूको लागि छेनी-आकारको वा कोनिकल दाँत बिटहरू जडाउनको लागि उपयुक्त। |
| YG15 | K30 | १३.९-१४.२ | ≥८६.५ | ≥ २०२० | उच्च कम्प्रेसन अनुपात अन्तर्गत स्टील बार र स्टील पाइपहरूको तन्य परीक्षणको लागि उपयुक्त। |
| YG20 | K30 | १३.४-१३.८ | ≥८५ | ≥२४५० | स्ट्याम्पिङ डाइज बनाउनको लागि उपयुक्त। |
| YG20C | K40 | १३.४-१३.८ | ≥८२ | ≥२२६० | मानक पार्टपुर्जा, बियरिङ, औजार आदि जस्ता उद्योगका लागि कोल्ड स्ट्याम्पिङ र कोल्ड प्रेसिङ डाइज बनाउन उपयुक्त हुन्छ। |
| YW1 | M10 | १२.७-१३.५ | ≥९१.५ | ≥1180 | स्टेनलेस स्टील र सामान्य मिश्र धातु इस्पातको परिशुद्धता मेसिन र अर्ध-फिनिशिंगको लागि उपयुक्त। |
| YW2 | M20 | १२.५-१३.२ | ≥90.5 | ≥१३५० | स्टेनलेस स्टील र कम मिश्र धातु इस्पात को अर्ध-फिनिशिंग को लागी उपयुक्त। |
| YS8 | M05 | १३.९-१४.२ | ≥९२.५ | ≥१६२० | फलाम-आधारित, निकल-आधारित उच्च-तापमान मिश्र धातु, र उच्च-शक्ति इस्पातको सटीक मेसिनिङको लागि उपयुक्त। |
| YT5 | P30 | १२.५-१३.२ | ≥८९.५ | ≥१४३० | इस्पात र कास्ट फलाम को भारी शुल्क काटन लागि उपयुक्त। |
| YT15 | P10 | ११.१-११.६ | ≥९१ | ≥1180 | परिशुद्धता मेशिन र इस्पात र कास्ट फलाम को अर्ध-फिनिशिंग को लागी उपयुक्त। |
| YT14 | P20 | ११.२-११.८ | ≥90.5 | ≥१२७० | मध्यम फिड दरको साथ, स्टील र कास्ट फलामको सटीक मेसिन र अर्ध-फिनिशिंगको लागि उपयुक्त।YS25 विशेष रूपमा स्टील र कास्ट आइरनमा मिलिङ सञ्चालनका लागि डिजाइन गरिएको हो। |
| YC45 | P40/P50 | १२.५-१२.९ | ≥९० | ≥2000 | भारी-शुल्क काट्ने उपकरणहरूको लागि उपयुक्त, कास्टिङ र विभिन्न स्टील फोर्जिंगहरूको कुनै न कुनै मोडमा उत्कृष्ट परिणामहरू प्रदान गर्दछ। |
| YK20 | K20 | १४.३-१४.६ | ≥८६ | ≥२२५० | रोटरी प्रभाव चट्टान ड्रिलिंग बिटहरू इनले गर्न र कडा र अपेक्षाकृत कडा चट्टान संरचनाहरूमा ड्रिलिंगको लागि उपयुक्त। |
अर्डर प्रक्रिया

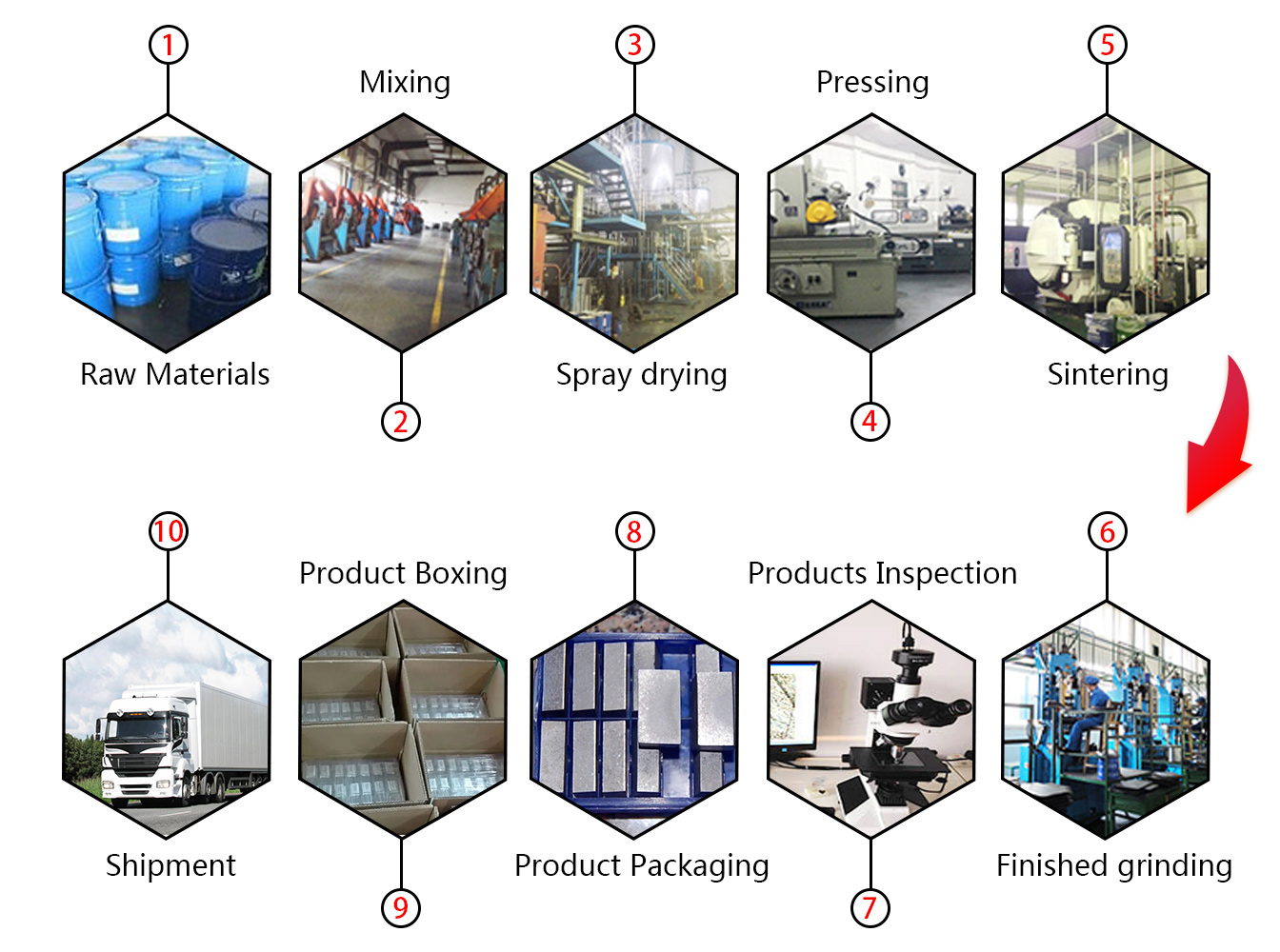
उत्पादन प्रक्रिया
प्याकेजिङ